
储能式螺柱焊是迄今常用的螺柱焊技术。因为其具有多项优势:
- 无需任何钻孔,冲孔,车螺纹,铆接等精加工工艺辅助
- 焊接时间非常短(1-3毫秒)
- 无需焊条,气保护,瓷环等辅助焊接材料
- 热应力影响非常小,焊接区也是小的,所以几乎没有什么焊接变形的影响
技术原理
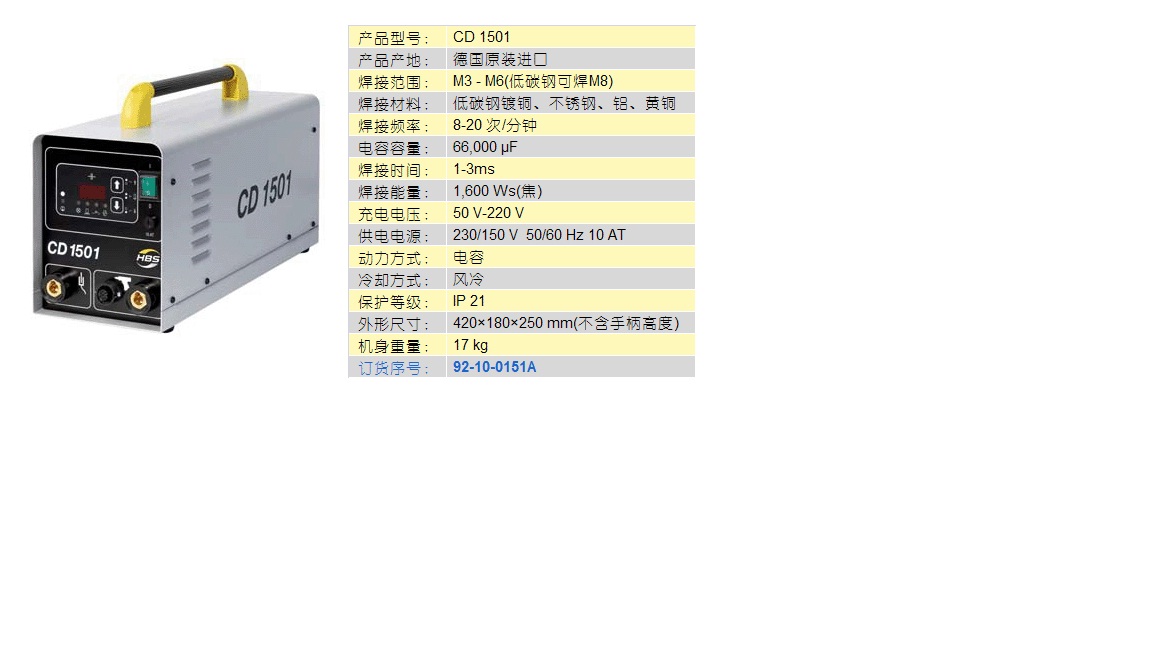
储能式螺柱焊要求焊钉的直径为M3-M10,板材厚度0.5-3mm,材质为低碳钢镀铜,不锈钢,铝或者黄铜(62铜以上)。
电容放电,使螺柱与工件表面产生引燃电弧。
螺柱与工件表面的金属瞬间熔化,焊枪向螺柱施加压力,使螺柱与工件融为一体。
熔池冷却加固,整个焊接过程极短(1-3 ms)并且焊接后无需再进行其他加工工序。
焊接强度与材料本身的强度相当,而较低的热应力则使工件几乎看不到变形
压力式螺柱焊技术
压力式螺柱焊又称为接触式螺柱焊(Contact Welding),是主流的储能式螺柱焊技术,通常用于低碳钢,不锈钢和黄铜(62铜以上)材质的焊接,压力式螺柱焊的放电时间约为2-3ms。
压力式螺柱焊所使用的焊枪为C08压力式螺柱焊枪。
提升式螺柱焊技术
提升式螺柱焊又叫做间隙式螺柱焊技术(Gap Welding),与压力式螺柱焊不同,在焊接前,螺柱会提升一个高度,随后以一个较快的速度向下冲击,这个过程使得螺柱的焊接过程变得更短(只有1ms!)
这一焊接工艺通常用于较难焊接的铝螺柱焊接工艺上。而使用压力式螺柱焊进行铝螺柱的焊接,其焊接的稳定性通常不能得到保证。
提升式螺柱焊所使用的焊枪为CA08提升式螺柱焊枪。CD1501 储能式螺柱焊机