
一、超声波工作原理
超声波焊接是一种新型的高科技焊接工艺,利用超声波每秒钟几万次的震动摩擦产生的热量,再配合外界的压力,瞬间将工件的接触面熔接在一起,接触面间不需要任何粘合剂,熔接后牢度*过原材质,一般的工件都能在一秒以内完成焊接。超声波焊接以快捷、干净方便、节省耗材等优势,逐步取代了以前螺丝固定、胶黏剂粘合等工艺。是一种的装配技术。目前市场上所有的热可塑性材质的产品,几乎都可以选用超声波焊接工艺。超声波焊接不但有连接装配功能而且具有防潮、水密气密性效果。
二、超声波机构原理
将220V,50Hz转变为15KHz(或20KHz)之高压电能,利用换能器转换机械能。如此的机械振动,经由增幅器,焊头传至加工件,并利用空气压力,产生工作面之磨擦效果。换能器和增幅器装置在振筒内,外接焊头,利用空压系统和控制回路,在事先设定之条件下升降,以完成操作程序。
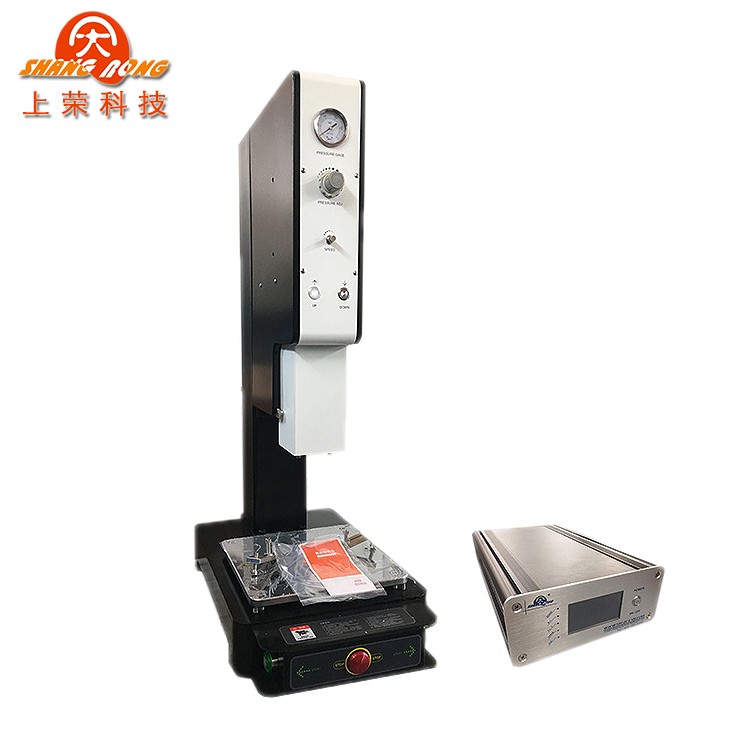
三、组件功用说明
1、延迟时间设定:调整开始发振时间,在限制开关动件后0-9.99秒开始发振。
2、焊接时间设定:调整焊接时间长短,在延迟时间终了发振0-9.99秒范围。
3、固化时间设定:调整发振终了工作物熔融处冷却定型时间在0-9.99秒之范围。
4、计数器:工作循环次数记录用,附有归零按钮。
5、调压阀及压力表:工作压力之指示用调整气压设定用。
8、电源开关及灯:电源开关之控制,及指示开路之灯号。
9、声波过载灯:显示声波过载之不正常,需用做声波调整,至过载灯不会显示为止。
(若仍无法解除,请来电咨询)
10、焊头:传达振动能量于工作物上,使之焊接。
11、上升/下降缓冲调整:调整孔位于机台侧面可适当调整,使升降惯性适中。
12、下降速度调整:调整合理适当之下降工作速度用。
13、焊接位置视窗:检视正常焊接时焊头压附工作物之状况。
14、微调螺丝:在焊接熔化快,或外形尺寸需**时使用可限制气缸之下降。
15、水平微调螺丝:调整此四支螺丝,可使焊头平均压附在工作物上。
16、机体固定把手:使机体与支拄紧密固定用。
17、输出电缆及插座:联接机体换能器系统与发振箱线路用。
18、控制电缆及插坐:联接机体控制单元与发振箱自动控制回路用。
19、焊接下降按扭:自动/手动操作方式时做下降之动作按扭。
20、紧急上升按扭:做紧急上升或手动上升用。
21、空气清净器:空压工作之气体过滤水份用。