不锈钢酸洗钝化液yt-62-8
产品特点:
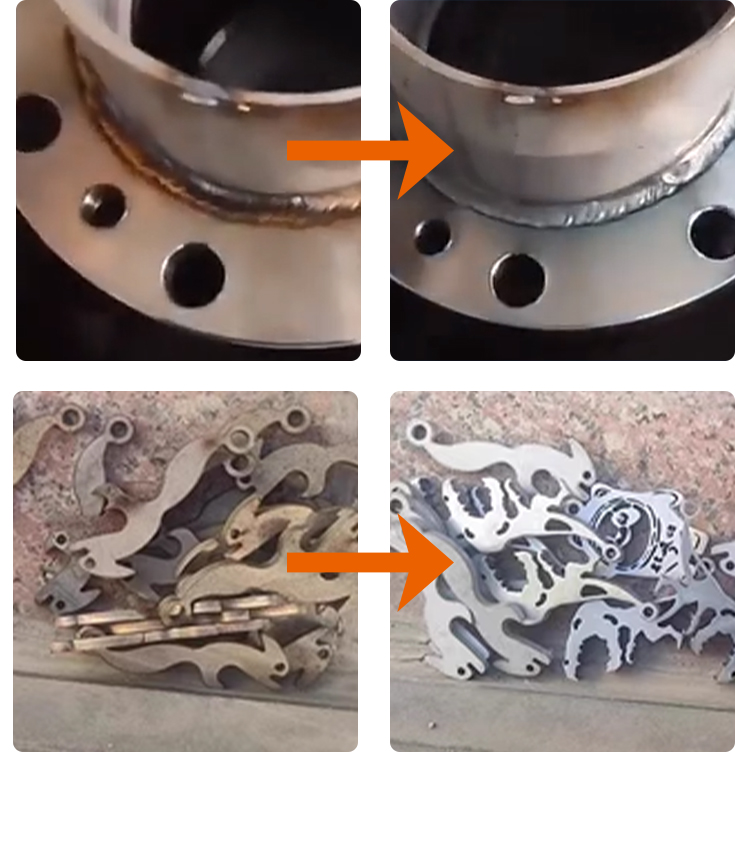
1. 本品反应速度快,清除彻底,粘度适中,容易观察,对基体无腐蚀。
2. 本品不含CL、P等破坏不锈钢表面的离子。
适用范围:
主要适用于批量多、产量大和方便浸泡的中小型不锈钢工件; 如螺丝、通讯器材部件、不锈钢精铸件、小型家具、食品机械、数码电器部件、五金零件、不锈钢管道等。
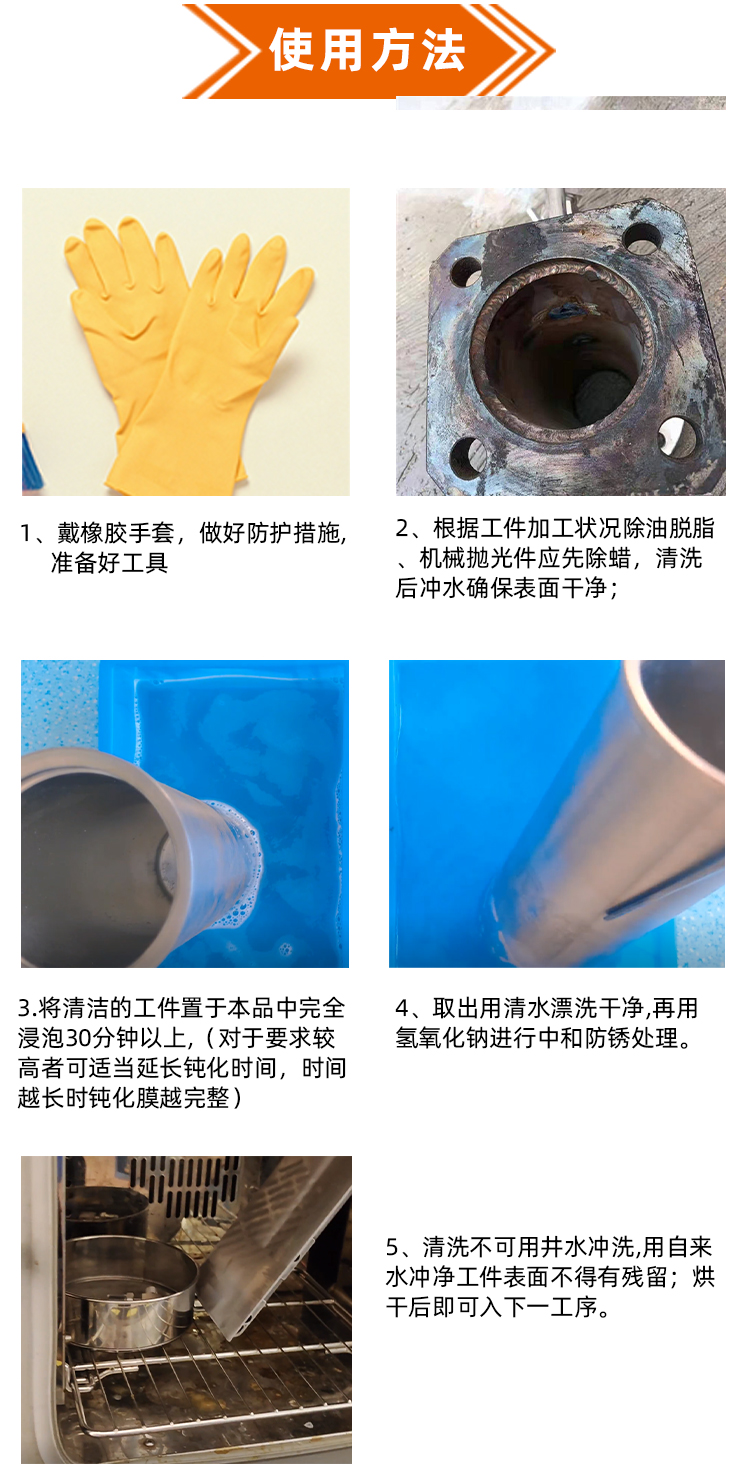
使用方法:
1.根据工件加工状况除油脱脂、机械抛光件应先除蜡,清洗后冲水确保表面干净;
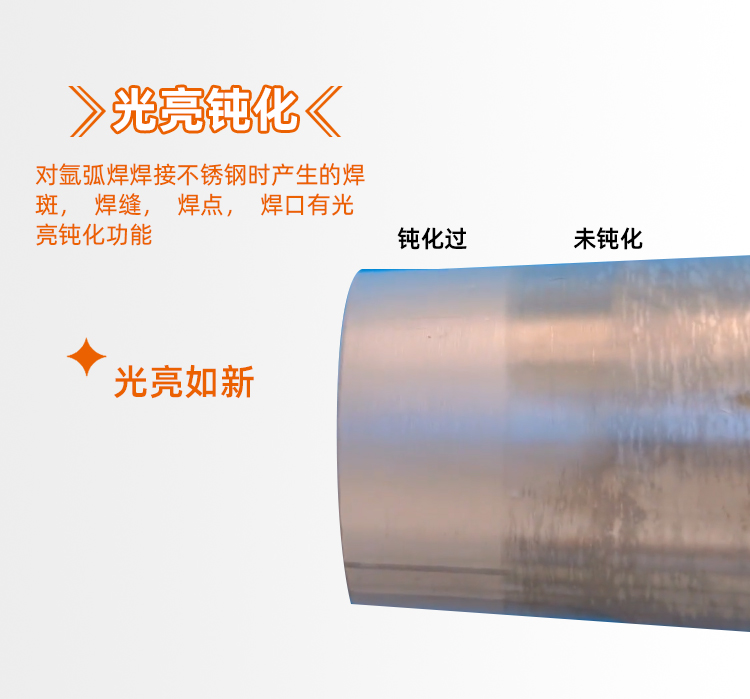
2.酸洗或活化,凡有经过焊接、轧制或热处理等机加工工艺的零件钝化前应进行酸洗(可用3~10%的稀硫酸)酸洗2~5分钟(具体时间自己控制,主要把氧化皮除净露出金属基体即可),或者直接使用我司生产的不锈钢专用活化液进行酸洗;凡有进行电解抛光、化学抛光、机械研磨抛光,表面洁净、无氧化皮、锈斑的工件可以直接进行钝化
3.将清洁的工件置于本品中完全浸泡30分钟以上,(一般为30min,对于要求较高者可适当延长钝化时间,时间越长时钝化膜越完整),取出用清水漂洗干净,再用氢氧化钠进行中和防锈处理。
4.清洗不可用井水冲洗,用自来水冲净工件表面不得有残留;烘干后即可入下一工序。
注:1公斤卡洁尔钝化液可钝化表面积可达50-70平米;脱脂—漂水—钝化—清水漂洗—中和—漂水---纯水漂洗—烘干或晾干
工序说明:
1.除油脱脂,如果确信工件表面无任何油污,可省略此步。
2.钝化,必经工序。浸泡时间为30min,时间越长钝化膜越完整。
3.中和,浸泡时间为3分钟,如果表面形状简单,没有螺纹,没有盲孔,可省略此步。
4.过纯水,必经工序,时间为3min 。
5.原液常温使用,冬季使用时温度需保持大于15℃;
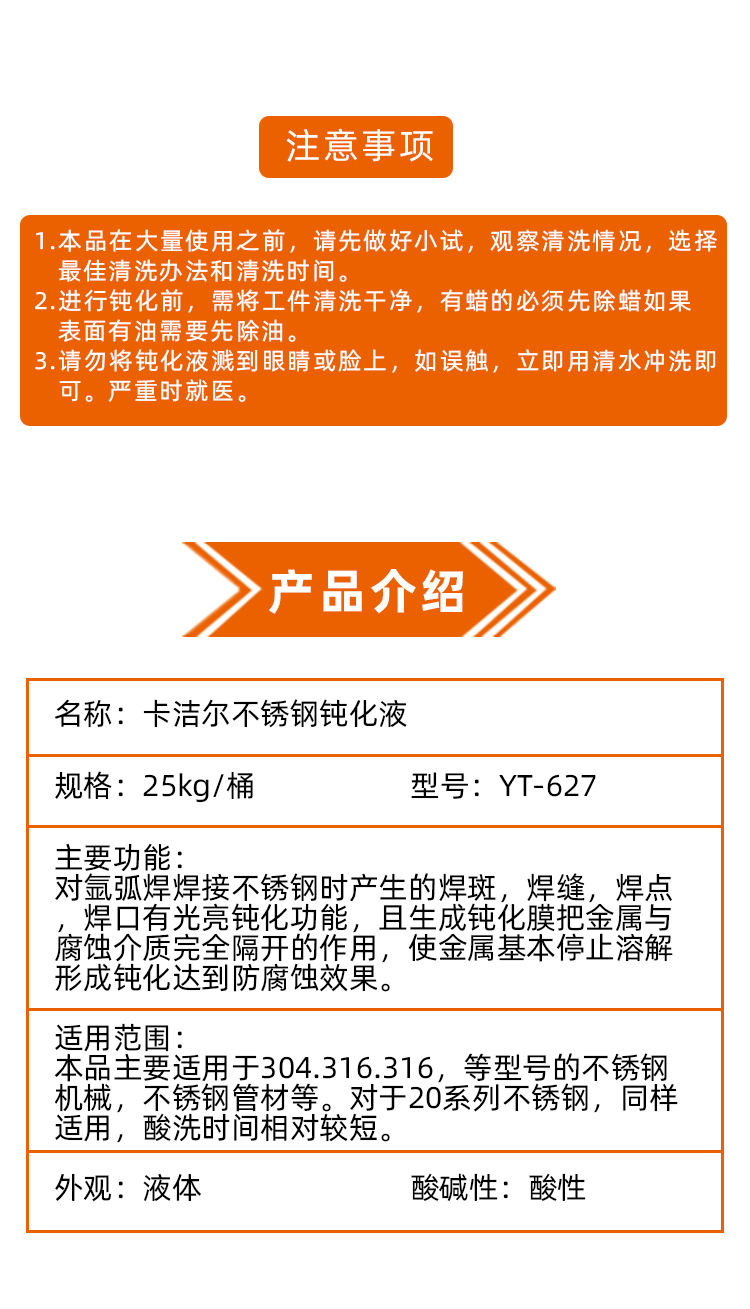
注意事项:
1.本品在大量使用之前,请先做好小试,观察清洗情况,选择清洗办法和清洗时间。
1.进行钝化前,需将工件清洗干净,有蜡的必须先除蜡如果表面有油需要先除油。
2.在进行任何一道工序前必须将工件冲洗干净,表面不可有上一道工序的药液残留。
3.请勿将钝化液溅到眼睛或脸上,如误触,立即用清水冲洗即可。严重时就医。
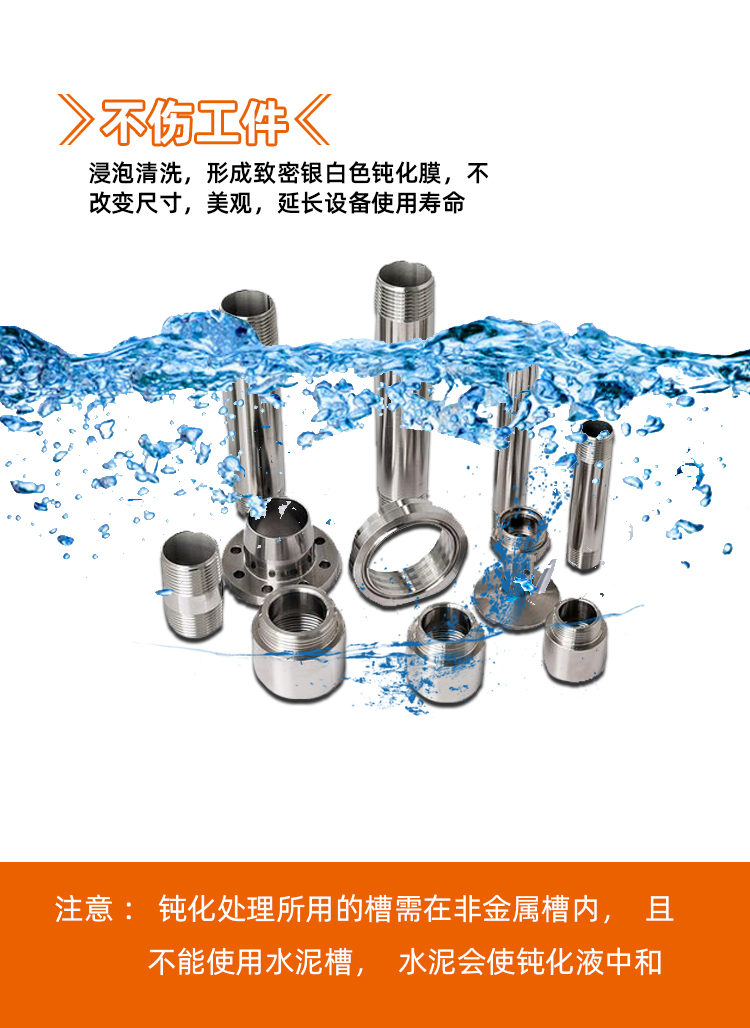
4.钝化处理所用的槽需在非金属槽内,且不能使用水泥槽,水泥会使钝化液中和。
包装贮存:25kg/桶,塑桶装。阴凉干燥通风防漏。贮存期:二十四个月。