
以下是对塑胶机器人喷涂生产线的详细描述:
一、整体概述 塑胶机器人喷涂生产线是一种用于对塑胶制品进行自动化喷涂作业的专业生产系统,旨在通过、且稳定的喷涂工艺,为塑胶产品赋予美观的外观以及良好的防护性能,广泛应用于各类塑胶零部件生产领域,满足不同行业对塑胶制品表面质量的要求。
 二、主要工序及对应设备 1.上料工序
二、主要工序及对应设备 1.上料工序
上料环节通过自动化的上料装置将待喷涂的塑胶制品有序地输送至喷涂生产线的起始位置。常见的上料方式包括输送带搭配机械臂抓取,机械臂可通过视觉识别系统定位塑胶制品的位置和姿态,确保准确抓取并放置在输送带上;或者利用振动盘上料,适用于小型、形状规则且数量众多的塑胶零件,振动盘通过振动使零件按特定方向和顺序排列输送。无论哪种方式,都旨在实现、的上料,为后续喷涂工序做好准备。
表面预处理工序
除静电处理:
由于塑胶制品容易产生静电,静电会吸附灰尘等杂质影响喷涂质量,所以首先要进行除静电操作。通常采用离子风机,它通过产生大量的正负离子,中和塑胶表面的静电荷,使塑胶制品表面处于电中性状态,有效减少灰尘吸附,为后续的喷涂提供良好的基础条件。
清洁处理:
为了去除塑胶制品表面的油污、脱模剂残留以及灰尘等杂质,会采用专门的清洁设备。例如,带有吸尘功能的擦拭装置,利用柔软的擦拭材料配合吸尘系统,轻轻擦拭塑胶表面,将杂质吸附去除;或者使用高压气枪吹拂,吹走表面的松散灰尘等,使塑胶制品表面达到洁净状态,确保涂料能够良好附着。
火焰处理(部分情况选用):
对于一些表面能较低、涂料附着力较差的塑胶材料,会采用火焰处理的方式。通过特制的火焰喷枪,使火焰在塑胶表面短暂掠过,利用高温使塑胶表面分子结构发生变化,增加表面极性和粗糙度,从而显著提高涂料的附着力,但要严格控制火焰的强度、距离以及作用时间,避免对塑胶制品造成损坏。
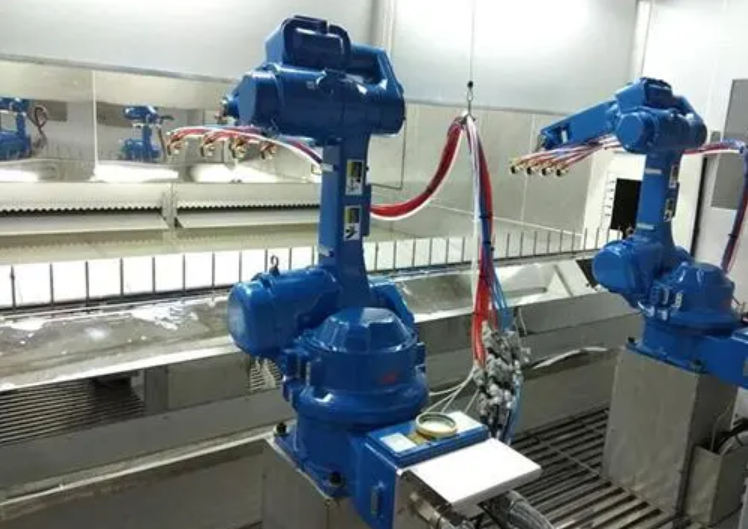
喷涂工序
在喷涂房内布置有喷涂机器人,喷涂机器人是该工序的关键设备,一般具有多关节的灵活结构,可模仿人类手臂的动作,根据预设的编程轨迹和喷涂参数进行的喷涂作业。机器人配备有喷枪,喷枪类型常见的有静电喷枪、空气喷枪等,其中静电喷枪利用静电吸附原理,使涂料粒子带上电荷,更好地吸附在接地的塑胶制品表面,极大提高了涂料的利用率和喷涂均匀度,减少涂料浪费。喷涂机器人的数量和布局根据塑胶制品的产量、形状复杂程度等因素合理配置,确保能、均匀地覆盖塑胶制品的各个表面,哪怕是复杂的曲面、凹陷或凸起部位也能喷涂。
喷涂房:
这是整个生产线的核心区域,是一个封闭且具备优良通风和空气净化系统的空间。通风系统能迅速排出喷涂过程中产生的漆雾和挥发的有机溶剂,维持室内良好的空气质量,避免漆雾积聚引发隐患以及防止有机溶剂对环境造成污染;空气净化系统则可过滤进入喷涂房的空气,保证空气中无灰尘、杂质混入涂料,保障喷涂质量。
供漆系统:
由涂料储存罐、输漆管道、涂料过滤器、稳压装置等部分构成。涂料从储存罐中被输送出来,先经过过滤器去除涂料中的杂质、结块等,然后在稳压装置的作用下,以稳定的压力和流量供应给喷涂机器人的喷枪。并且,供漆系统能够方便地实现不同颜色、不同类型涂料的快速切换,以满足多样化的生产需求,同时可控制涂料的供给量,确保喷涂厚度的一致性。
固化(或干燥)工序:
塑胶制品在完成喷涂后,需要进入固化(或干燥)设备,促使涂料干燥固化形成稳定的涂层。如果是水性涂料,通常采用热风循环烘干箱,通过热风机将加热后的空气在烘干箱内循环流动,使塑胶制品表面的水分蒸发,实现涂料的干燥;若是溶剂型涂料或者粉末涂料等,则需进入固化炉,固化炉通过电加热、燃气加热等方式使内部温度升高到涂料所要求的固化温度范围(不同涂料固化温度有差异,如粉末涂料一般在 160℃ - 220℃左右),并保持一定时间,让涂料在塑胶制品表面发生交联、聚合等化学反应,形成硬度、附着力、耐腐蚀性等性能良好的涂层。固化(或干燥)设备内都配备有温度传感器、加热元件以及循环风机等,用于控制温度、保证热量均匀分布,确保固化(或干燥)质量稳定。
质检工序:
完成固化(或干燥)后的塑胶制品进入质检环节,通过人工目视检查与借助检测工具相结合的方式对喷涂质量进行评估。人工目视检查主要查看塑胶制品表面是否有流挂、橘皮、漏喷、颗粒等缺陷;检测工具方面,例如使用膜厚仪检测涂层的厚度是否符合要求,利用光泽度仪测量表面光泽度是否达标等。对于检测出质量不合格的产品,会进行标记并送去返工处理,合格的产品则进入下一步工序。
下料工序:
经过质检合格的塑胶制品,通过自动化的下料装置,如输送带、机械臂抓取等方式,从生产线取下,然后进行包装、入库等后续操作,准备发往客户或用于下一阶段的组装生产等。
三、输送系统
塑胶机器人喷涂生产线的输送系统负责将塑胶制品在各个工序之间平稳、有序地流转,常见的输送方式有以下几种:
输送带输送:采用具有合适宽度、强度和表面材质的输送带,根据塑胶制品的大小、重量等特点进行选择,避免刮伤产品。输送带以稳定的速度运行,将塑胶制品依次输送到不同的工序站点,并且可以通过电机、调速器等设备控制输送速度,以匹配各工序的操作时间要求,同时还可结合定位装置确保塑胶制品在每个工序位置准确停止。
托盘输送:对于一些形状特殊、容易变形或者需要特定放置姿态的塑胶制品,会将其放置在特制的托盘上,托盘跟随输送链条移动。这种方式可以更好地保护塑胶制品在运输过程中的完整性,方便各工序设备对其进行操作,例如喷涂机器人可以针对托盘上固定姿态的塑胶制品进行更的喷涂。